724-584-5500
724-584-5500

 Ernie Preiato
Ernie Preiato


Fly-knife cutting, or “fly cutting,” is a fast, effective, and widely-used method for cutting smaller, softer extruded tubing and profiles. Fly cutters use one or more blades, mounted on a flywheel that provides cutting inertia. The flywheel is driven by a motor that transmits rotational force through planetary reducing gears. These increase the torque of the flywheel and cutting force of the blades, while isolating the motor and motor shaft from the shock of cutting.
飞行切割刀片通过“取代”材料来工作,将其切入extrusion并把所有的材料的两侧the cut, so no material is lost. When extrusions are small, thin-walled, or soft, fly cutters may slice through smoothly in a single cut. For larger cuts or firmer materials, the rotating flywheel and blades can move progressively through the extrusion, similar to a circular saw blade, expanding the cut until it is completed. In either case, cuts are typically very quick.
这2 Key Components of Extrusion Fly Cutters
To make quality cuts quickly, fly cutters must be properly equipped with:
- 切刀衬套
- 切割刀片
切刀衬套
To hold the product and blade steady during cutting, bushings (see above) are positioned on either side of a slot where the cut takes place. The extruded tube, pipe or profile slides through the cutter bushings and the blade makes a straight cut between them.
为了获得最佳切割,必须相对于刀片的厚度调整两个衬套之间的空间,理想情况下,在刀片切开产品时,刀片侧面略有略微阻力。这种“阻力”拟合可防止相对较薄的叶片在压力下弯曲或弯曲,并保持速切割器正确对齐,切割后切割。
切割刀片
Optimum cut quality demands fly knife blades that are “right” in four key areas:
形状:To appreciate the difference that a blade’s shape can make, consider a few basic blade profiles and what they do to blade performance.
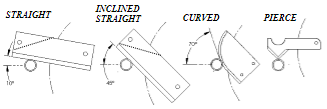
- 这直叶片makes a chopping motion, similar to a cleaver. It is attempting to cut through the entire width and depth of the tube in an almost pure vertical motion. This cut requires a lot of force and puts a lot of stress on the blade. If the tube or profile is soft, it might part easily. But if it’s firmer—or if the blade dulls—the profile could deflect or distort—potentially causing cut quality problems.
- 这倾斜直blade adds an angled slicing motion to the chopping motion, moving more of the blade through a smaller section of the tube. While it is still positioned to move through the entire width and depth of the tube in one cut, the cut is somewhat more gradual, so it reduces the amount of stress on the blade and the tube.
- 这curved blademakes an almost pure slicing motion, moving a lot more of the blade’s edge against a fairly small section of the tube and making a more gradual cut. Curved blades are very common in extrusion fly cutting applications.
- 这皮尔斯刀片结合垂直切碎和切片运动。它的形状从尖端的边缘开始,将所有切割力都聚焦在管子的一小部分上。然后,其切片运动迅速传播到管的全宽度。像直叶片一样,在切割较软的材料时也最有效。
Width, height, and thickness:To cut effectively, blades must be sized for the extrusion they will be cutting. The rule of thumb for a correct blade size is:
- 宽度must be greater than the diameter of the tube or the cross section of the profile.
- 高度must be at least equal to tube diameter or to the height of the profile.
- thickness必须至少等于管子的壁厚。
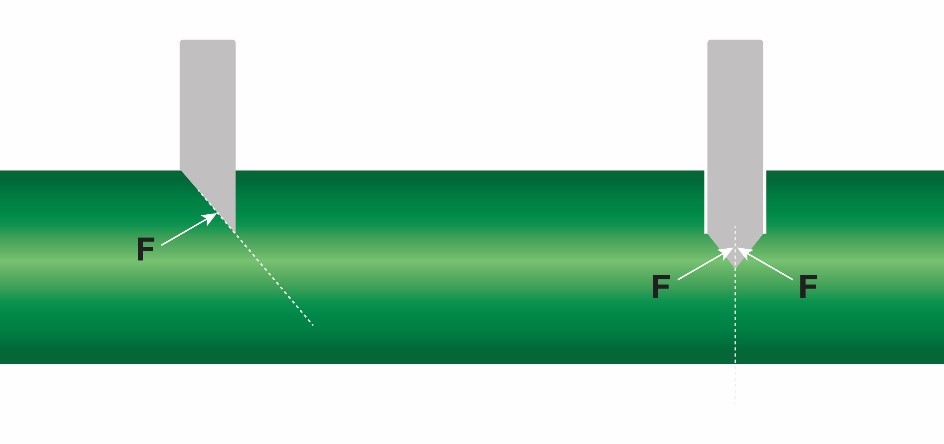
刀片斜角:当涉及边缘时,最好的方法非常简单:带有双斜角or V shaped edge (right, below)总是最好的,因为斜角平衡了反作用力(F)在每一侧,并有助于保持直截了当。一个斜角(剩下)积累一侧的所有反作用力。这往往会推动刀片和切割 - 另一侧。
刀片材料组成:Most挤压切割blades are made of stainless steel or spring steel. Choosing the right material involves some tradeoffs. Overall, stainless steel is better at holding an edge and better at cutting more abrasive materials, but is more brittle and therefore more prone to breaking. Spring steel is better at tolerating the stress and shock of cutting, but it doesn’t hold an edge as well as stainless does.
| 不锈钢 | Spring steel | |
| Superior edge holding | + | |
| 更好的耐磨性 | + | |
| Greater shock tolerance | + | |
| 较高的断裂抵抗力 | + |
如您所料,削减质量需要适当的刀片选择,定期刀片锐化和偶尔更换刀片。刀片磨损和寿命最终会根据材料硬度,填充物的存在以及剪切速率/分钟而变化。
应对特殊的果蝇挑战
While attention to the above are vital, they might not be enough to achieve flawless fly cutting. Below are a few common challenges and some suggested solutions:
天使头发或刀表面的罚款
当切割柔软的PVC等较软的材料时,飞刀切割机倾向于在退出切割时拉或运行细材料。为了消除这些罚款的形成,请加热切割之间的刀片。在刀片的家用位置添加加热器,并根据切割的材料设定温度设定点。
刀表面的物质积聚
在大多数情况下,处理器可以获得多个shifts out of a sharp blade. But even on a sharp blade, any material buildup can affect cut quality because it tends to grab or stick to the extruded product as the cut is made. Material buildup typically occurs after a few hours of cutting softer, stickier extruded materials.
解决这个问题的解决方案没有一个完美的解决方案:在某些情况下,可以为切割机配备毡垫(通常是用酒精润湿),从而轻轻擦拭每一次革命的切割刀片。

另一个解决方案是添加一个工程系统,以在每次切割之前在刀片上喷出一定数量的异丙醇。同一系统还可以喷洒附近的切割器衬套,以防止颗粒物的堆积和擦在成品上。喷雾系统并没有消除从叶片,衬套,切割室和滴水托盘中彻底清除颗粒物的需求,但是它们确实会降低频率,同时保持更好的降低质量。
产品绑定或棍棒在切割机衬套中
It’s not uncommon for warm extrudate to bind or stick somewhat as it passes through steel cutter bushings. If the problem becomes significant, it can affect the smooth operation of the line and cause inconsistencies in product and cut quality. The best options for managing this problem are:
- Lubricate cutter bushings- 许多切割机都提供可选的润滑液储层,这些储层使用压缩空气的脉冲将少量的润滑液注入位于切刀衬套顶部的对角线,向前的孔中。酒精是最常见的润滑剂,尤其是在医疗应用中,尽管还可以使用水溶性硅酮。
- Lined cutter bushings- 带有内部衬里或Delrin®或Teflon®材料袖子的切割器衬套提供了另一种保持挤出光滑移动的好方法。如果使用此溶液,请注意,袖子或衬里必须在衬套的内端允许¼到½英寸的间隙,以便只有干净的钢边缘臀部靠在切割刀片上。
- 空气供应衬套- 使用可控的空气作为润滑剂也可能有助于俗气的挤压,以更轻松地通过切割机衬套滑动。实际上,空气供应衬套有时可以很好地工作,以至于处理器可以保持更严格的剪裁公差。
物质芯片或裂缝
When fly cutting semi-rigid to rigid materials like rigid PVC or polypropylene, you may see “breakaway” cuts—cuts with edges that break, crack, or chip off before a clean cut is completed. Obviously, you’ll want to address this problem very quickly, since it’s going to cause reject parts or require secondary finishing operations.
However, there’s no single, simple answer for breakaways, cracks, or chips. You may need to try several approaches to achieve success:
- Reduce cutter RPM—There’s a rule of thumb for fly cutting: For the cleanest cuts, cut softer materials at higher RPMs and harder materials at lower RPMs. So, if cutting semi-rigid or rigid extrusions results in chips or cracks, start by slowing down the RPM of the blade to reduce or eliminate the problem. Sometimes, especially with rigid PVC, using a slightly duller blade actually provides a better cut.
- 在较高温度下挤出—Chipping or cracking can also be related to the temperature of the extruded product. Many processors get better results by cutting at higher temperatures so that the material is a bit softer and less likely to fracture. The most efficient way to achieve a higher material temperature is to bring the extrudate out of the cooling process and into the cutter while it still retains some process heat, typically at a temperature of about 120-140° Using retained process heat is better than the alternative, reheating fully-cooled products, because process heat is more evenly distributed and costs nothing extra. Cutting extrudate that is warmer often enables the blade to travel cleanly through, free of cracks.